
Keeping it “Straight”: A Finish Bored Hole
Recent News - June 22, 2016Article on Concentricity – Part Two
by Geoff Ginader
President American Hollow Boring
How straight will the hole be? This is a typical question in any deep hole boring project. While ‘very straight’ and ‘it depends’ are two reasonable answers, this article will better inform the reader about finish bored holes in deep configurations. While the industry standard for rough bored holes is .001” runout per inch of depth, finish bored holes can be accurate to .001” runout per foot or better.
Example: A 5” hole in a 12” x 144” long part may have .012” runout at the worst spot. A 12” hole in a part 15” x 200” may have .017” runout at the worst spot. These bores may be specified to meet total indicator runout (TIR) of .017” or better if needed.
This kind of accuracy may not be required over the entire bore. In general, to maximize cost effectiveness, specify the roughest operations and widest tolerances. To maximize control of geometry for critical parts, specify tolerances sufficiently for all critical features. See part 3 of this series for more about deep bores as specified.
The machine shop responsible for finish boring may ask several questions to qualify your project. At this stage, a well-detailed drawing and complete written request for quote can save time. Is the hole through the entire length, blind or stepped and semi-blind? Are special shoulder forms or bottom geometries desired?
The finish boring process requires an existing hole. This hole may be produced from a solid bar to provide optimum stock for the given finish bored hole. Some projects can be supplied from hollow stock such as tubing or a pre-drilled and heat-treated bar or forging. What material grade, heat-treat, size, and finish are supplied? A good start begins with good understanding of the inputs.
Whatever the input, critical parts get special preparation for the boring processes for work-holding and special machining after deep boring to correct and verify geometry. As such, there must be available stock on the od to allow prep and finishing. In some cases, precision straightening can be employed before or after drilling as a solution to problems of crooked stock or runout in the bore. Honing is used often to provide uniform size and finish. Given the number of secondary operations required to support exacting requirements, finish bored parts typically involve longer lead times than rough bored holes.
Case study: Some finish boring projects involve more than one hole. Finish specifications: 12″ OD x 170″ with an 8.25″ hole 97″ deep flat bottom with a .25″ radius, and a 6.437″ hole for the balance of the piece. All diameters concentric within .010 TIR and +/-.003″ tolerance, all surfaces 125 micro inch finish or better. Material supplied is 4340 annealed and rough turned 12-1/4″ x 170-1/2″.
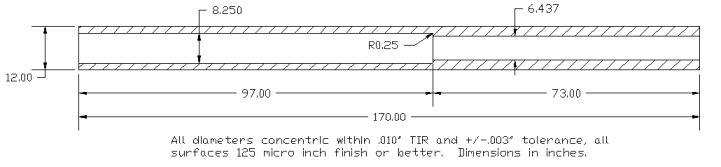
Finish Boring Case Study
For this case study, holes must be generated by finish boring. With a careful approach, the two bores can be made concentric within spec even at such depths. Once the deep bores are generated, other conventional machined features such as counterbores and threads can be added as required to make the finished part. Before shipment, runout is measured to verify concentricity. Not all shops have equipment and techniques to measure runout directly in deep bores.
This article is written to help designers, buyers, and sales leaders understand the great possibilities of deep finish bored parts. Be sure to contact the experts at American Hollow Boring Co. to review your specific project.
For further reading, we recommend you read parts 3 and 4 of this series of articles on the topics of Deep Bored Hole Straightness as specified and produced. Also refer to “Dimensioning and Tolerancing: ASME Y14.5M-1994 (Engineering Drawing and Related Documentation Practices)” by the American Society of Mechanical Engineers (ASME), 1995, ISBN-10: 0791822230.